Switch off the kiln before doing any maintenance.
Before or after each use
Vacuum the inside of the kiln. Use a low suction setting, especially on
fibre walls and ceilings. Stronger suction is possible when cleaning a brick
floor.
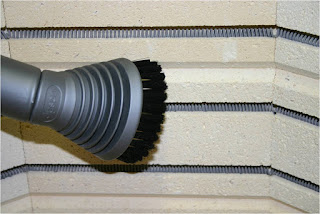 |
Example of vacuuming around elements
|
 |
| Example of vacuuming lid without elements |
An alternative to vacuuming the elements is to use the air compressor hose at low power to gently blow out any dust settled in the element grooves. Do not do this for fibre insulated kilns, only brick.
Check on the kiln furniture – including shelves, boards, supports. Are they kiln washed and
without scrapes, scratches, gaps? Has the kiln wash been fired to full fuse
temperature? In both cases, clean the used kiln wash off the shelf and renew.
Check that the shelves and other kiln furniture
are without cracks.
Clean kiln furniture of dust and
debris.
Check the level of any item newly placed
in the kiln - e.g., mould, or shelf replacement - with a spirit level.
 |
| Two examples of two-way spirit levels |
Check on the conditions and placement of the thermocouple.
Check on the elements. Some may be sagging or hanging out of their channels. Use tweezers to bring the coils closer together. This shortens the length of the element and it then can be pushed back into the channel. It may not have to be done after each firing, but checking will catch things before sagging becomes a major problem.
When the shelf paper is exhausted lift
out the thicker papers and vacuum the shelf.
The Thinfire and Papyrus papers can be vacuumed directly or gently swept
up and placed in a container for disposal. Do not introduce any moisture to help reduce the dust. This is not good for the kiln or you, as it could induce shorting out of the elements.
Monthly
Electrical parts: check the elements
and their connections (normally at back or side).
First unplug or switch off the power to
the kiln.
Check the screws on the connectors for
the element tails are tight. Loose connections cause the
wire to vibrate at the connection during the power phase. They heat up enough
to melt the wire at the connection. For a single element kiln, it will simply
lose power. In multiple element kilns
the remaining elements work much harder to achieve the temperature and provide
uneven heating.
If the connectors are badly corroded ,
they need to be replaced. This can be
done without replacing the elements. Unscrew the connectors and put new ones
on. If the connector is fused to the element
wire, you need to cut the wire as close to the connector as possible to
maintain a length of wire for the new connector to be fixed.
Check the condition of leads and plugs
supplying power to the kiln. Make sure
they are sound, not frayed and not kinked. Replace any frayed parts. Take out any kinks in the power supply cable.
Any support pins or wires should be
firmly seated in the brick work or supported by sound hangers.
Check the level of the kiln floor and
internal shelves on a regular basis and every time the kiln and its internal
furniture is moved.
Making a schedule of maintenance checks
and noting the dates it was checked is a good idea for those who need reminders.




























