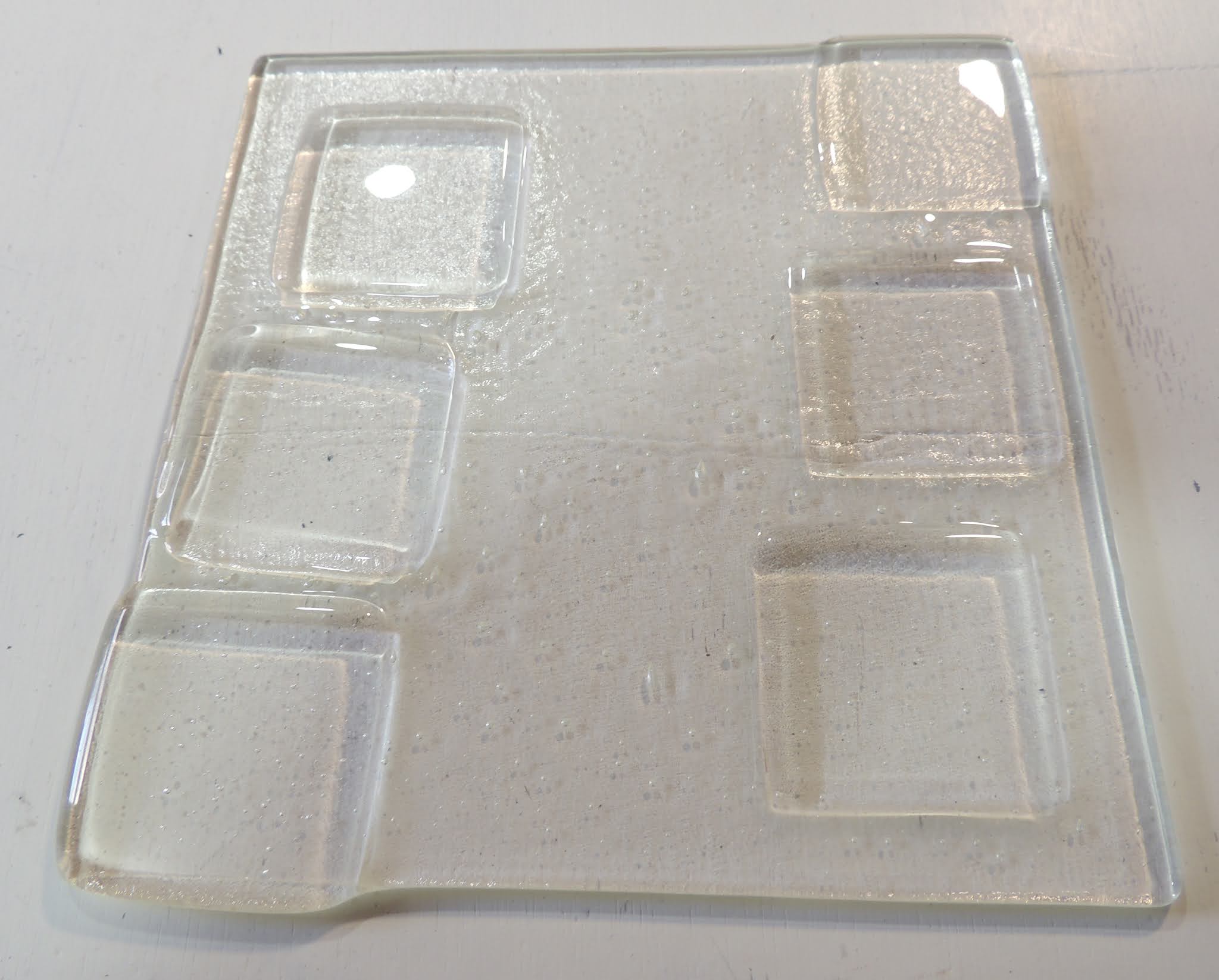
"I could use some help here please. I’ve tried this sun mould
3x and as you can see all 3x I get a hole. If you could tell me what I’ve done wrong I
would greatly appreciate. They were all full fused to 1430F (776C)."
 |
| Example of the problem |
There are a range
of views that have been given on how to make texture moulds work without the
glass developing bubbles.
 |
| closer view of one example |
These are a summary of the suggestions made to the enquirer.
Not enough
glass thickness. The view is
that glass needs to be 6mm thick to be used on texture moulds, as the viscosity
of glass tends to draw glass to that thickness, robbing from other areas making
them thin and prone to bubbles.
Glass always
wants to go to 6mm. Not always.
It depends on temperature. The
kiln forming temperatures we use results in a viscosity that tends to equalise
the forces at 6 – 7 mm. Hotter glass
will flow out more thinly, until at about 1200C, the glass is 1mm or less
thick.
Full fuse two
sheets first. The object is to avoid placing two separate
sheets on top of the mould, creating the potential for more bubbles between the
sheets, as they may slump into the mould at different rates.
Too hot. As the glass increases in temperature the
viscosity is reduced and can no longer resist the air pressure underneath the
glass.
Use a lower
temperature. The idea is to
keep the glass relatively stiff to resist bubble formation.
Bubble squeeze needed to avoid trapped air. Another way to reduce the amount of air under
the glass is to allow the glass to relax slowly at a temperature below which
the glass becomes sticky.
Elevate the
mould. The idea is that hot air circulating under
the mould will help equalise the temperature of the mould and the glass.
Drill holes at
low points. This gives air
escape routes under the mould, assuming the mould is slightly elevated.
Go lower and
slower. Use a slower rate of advance toward a lower
top temperature with longer soaks to avoid reducing the viscosity, but still
get the impression from the mould.
Now for a
different viewpoint.
None of the views
given above are wrong, but they all (except in one case) fail to consider the
fundamentals of obtaining texture from such a mould.
It is apparent
that the temperature used was too high because the glass had low enough
viscosity to allow the air underneath to blow the bubble. The suggestions of thicker glass, bubble squeezes,
lower temperatures, drilling holes and elevation of the mould are ways of
reducing the amount of air or resisting the air pressure. They are not wrong, but miss the fundamental
point.
That fundamental
point is that you need to raise the temperature slowly on these texture moulds
to allow the glass to fully heat throughout. By doing this most of the air has
a chance to filter out from under the glass before it conforms to the edges of
the mould. It is simpler to use the slow
advance rather than a quick one with a slow-down for a bubble squeeze. The glass is more certain to be the same
temperature throughout by using a slow rate of advance. Glass with an even
temperature can conform more easily to the undulations and textures of the mould.
Mostly, the
recommendations given are to use two layers, or 6mm of glass that has already been
fused together. This gives greater resistance to bubble formation and reduces the dogboning and needling of the edges.
However, you can form in these moulds with single layers. There
are of course certain conditions:
- You must advance
the temperature slowly. A rate of 100C
per hour will be fast enough.
- You can add a
bubble squeeze soak of 30 minutes at about 630C as additional assurance of
removing most of the air. The bubble
squeeze is done at a lower temperature than usual, as the glass is less viscous
because the slow rate of advance has put more heat work into the glass.
- The top
temperature should not go beyond 720C. Beyond that temperature the viscosity of
the glass drops quickly and so becomes subject to bubble formation.
The soak at the
forming temperature will need to be long and observation will be needed to
determine when the glass has fully conformed to the mould. Quick peeks at
intervals will show when the design is visible on the top of the glass. The
time will vary by:
- Mould texture
complexity
- Type of glass (opalescent
or transparent),
- Heat forming
characteristics of the glass,
- Viscosity of the glass
or colour,
- Etc.
Be knowledgeable
about how to extend the soak or to advance to the next segment of the schedule
to take advantage of your observations.
Your observation
may show that you can do the texture formation at a lower temperature in future.
This will provide results with less separator pickup and better
conformation to the mould without excessive marking.
You will need a
long soak in either circumstance. This will be in terms of hours not
minutes. If you do these texture moulds at slumping temperatures, you will
probably need at least twice your normal soak.
Most of the
search for the right temperature, fails to note that the important element is
how you get to the temperature. You can get the same result at different
temperatures by using different rates of advance.
Kilnforming is
more than temperature, it is also about time and the rate of getting to the
temperature. By concentrating on temperature, we miss out on controlling the
speed and the soak times. You can do so much more to control the behaviour of
the glass at slow rates, significantly long soaks, and low temperatures.