Why is a project record sheet useful?
Some kind of record helps to set down the client and maker
agreements, estimate quantities, determine prices, review past practices for
successes and record possible changes for the future.
Even if you do not have clients, comparing
the record sheets over a period can give you information on how quickly you
work, the amount of glass you use in relation to size and complexity,
information for costing, etc. It can give you confidence in stating - and
sticking to - your prices.
These purposes are clearly different from a kiln log or
firing record. This is much more for
assessment of elements for costing and pricing.
You can, of course, include this with your firing log or vice versa.
What should be included?
Desirable elements include the following. You may have others to add according to your
individual practices.
Initial project information
·
Project description - including dated sketch or
photo or reference to the cartoon.
·
Intended location – autonomous, primary glazing,
encapsulated, attached, etc.
·
Dimensions for both two- and three-dimensional
projects.
·
Delivery date. This may be an estimated or firm
date.
·
Price or estimate – indicate which.
Materials and Equipment
·
Glass types and codes that you will (or have)
used, in case additional glass is required.
·
Amount and cost of glass used during completion.
This is not simply the amount used, but also the amount you did, or would require
to, buy to complete the project.
·
Glass separators – kiln wash, fibre paper, etc.,
including their cost.
·
Kiln use. The number and amount for each firing
of the kiln should be added to account for maintenance, supplies, and
depreciation.
·
Mould use.
A notional figure should be added for each use of a mould similar to the
use of the kiln.
·
Miscellaneous materials including their costs.
Time
The time used to complete the project should be noted as you
go along. It can be divided into various
process – such as cutting, firing, cold working, cleaning – or as a simple
cumulative amount of time on the whole project.
Description of project results
A critique of the project including what might be done
differently, the successes, the discoveries, should be written up at the end of
the project.
What does all this record keeping provide me?
Recording this kind of information provides a record of how
various projects went, how you met any difficulties, what the successes
were. This is useful to look back on
when similar projects arise.
This information is invaluable in assessing materials costs,
and time required for various styles and complexity of projects. It enables a quick and assured way of
estimating the costs of a project when a commission is requested. It gives you assurance about your pricing and
valuation of projects you have completed for craft fairs or friends. You don’t
have to be apologetic about the price of items, because you know the costs.
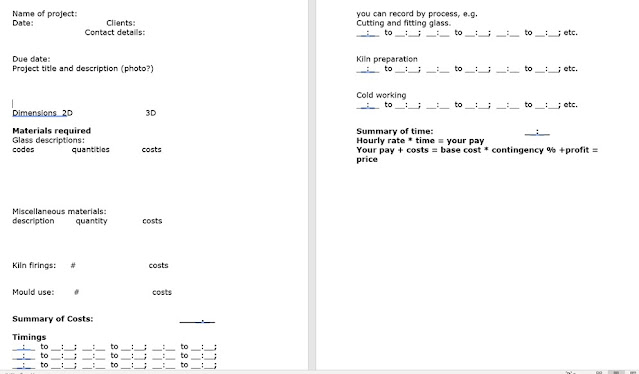
A possible form might look like this:
Project information
Name of project:
Date: Clients:
Contact
details:
Due date:
Project title and description (photo?)
Dimensions 2D 3D
Materials required
Glass descriptions:
codes quantities costs
Miscellaneous materials:
description quantity costs
Kiln firings: # costs
Mould use: # costs
Summary of Costs: ____.__
Processes
The starting and finishing time, including any attention to
equipment should be recorded for each working session on the project. The actual hours and minutes can be added up
later. You can simply record the times
for each project regardless of process, e.g.:
__:__ to __:__; __:__
to __:__; __:__ to __:__;
__:__ to __:__; __:__
to __:__; __:__ to __:__;
__:__ to __:__; __:__
to __:__; __:__ to __:__;
…
Or you can record by process, e.g.
Cutting and fitting glass.
__:__ to __:__; __:__
to __:__; __:__ to __:__; etc.
Kiln preparation
__:__ to __:__; __:__
to __:__; __:__ to __:__; etc.
Cold working
__:__ to __:__; __:__
to __:__; __:__ to __:__; etc.
Summary of time: __:__
Hourly rate * time = your pay
Your pay + costs = base cost * contingency % +profit = price
You will, of course, develop your own form of recording for your
project materials, costs and time used.
But it is important to keep some record of what amount of effort and
cost has gone into each project. With the
passage of time, things seem easier and less costly than they did at the
time. A record of the project reminds
you of the actual costs, difficulties, processes and time.















{kind=link}