Refractory Fibres
The general name that includes refractory fibre is mineral wool. It is any fibrous material formed by spinning or drawing molten minerals and ceramics. These are used as thermal insulation, filtering, soundproofing and as a hydroponic medium, in addition to high temperature insulation as in kilnforming and furnaces.
The initial manufacture of mineral wool was in Wales in the mid-19th century, but the process was so dangerous that it was abandoned. The first commercial production was in 1870’s Germany, manufactured by blowing air through a fall of molten slag metal. At the end of the century an American developed a technique to turn molten rock into fibres, so initiating the rock wool industry. The high temperature versions were developed during the second world war, but not commercially available until the 1950’s.
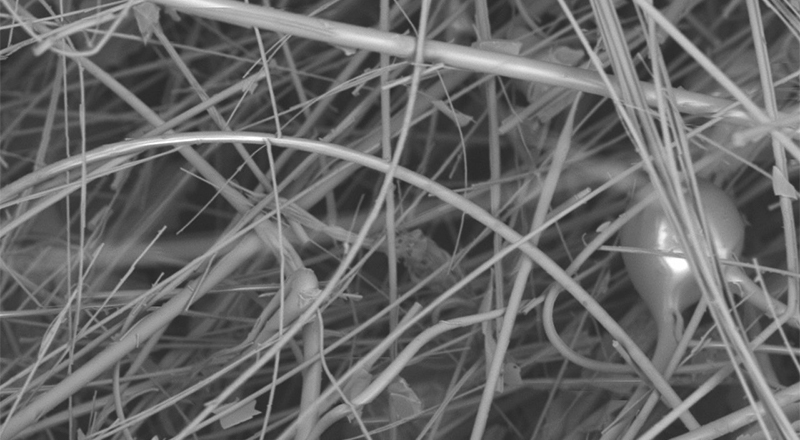
Current manufacturing involves a flow of molten minerals (at ca 1600°C) through which air is forced. This creates fibres of amorphous structure that can be compressed together without binders. More advanced production rapidly spins molten minerals similar to the production of candy floss, or cotton candy. This results in a mass of fine, intertwined fibres with a typical diameter of 2µm to 6µm (microns).
 |
| Credit: Knauf.com |
High-Temperature Mineral Wool
High temperature mineral wools are rated for about 650°C to 1600°C and are made in similar ways to the lower temperature versions. However, they are more expensive and so are used in refractory circumstances including kiln forming.
The three main types of HTIWs include:
Low Bio-persistent (LBP) Wool, including Alkaline Earth Silicate (AES) wools and others:
Alkaline earth silicate (AES) wool
Calcium magnesium silicate wool
Calcium silicate wool
Magnesium silicate wool
Alkali metal silicate (AMS) wool
Potassium alumino silicate wool
Alumino Silicate Wool (ASW), also known as Refractory Ceramic Fibres (RCF)
Aluminium silicate wool
Aluminium zirconium silicate wool
Polycrystalline Wool (PCW)
Aluminium oxide wool
Mullite wool
The main forms that kilnformers are interested in are blanket, paper and board. The paper and board normally contain binders ranging from latex to cellulose. There are other forms: bulk fibres, modules or blocks formed ready for installation, vacuum formed shapes, cement mastics, textiles, yarns and ropes.
A brief description of these kinds of refractory mineral wools are:
Alkaline earth silicate wool (AES)
AES wool consists of amorphous glass fibres that are
produced by melting a combination of calcium, magnesium oxides and silicone dioxide.
Products made from AES are generally
used in equipment that continuously operates and in domestic appliances. AES
wool has the advantage of being bio-soluble—it dissolves in bodily fluids
within a few weeks and is quickly cleared from the lungs and so has been excluded from carcinogenic classifications. It is generally rated up to 1200°C.
Alumino silicate wool (ASW)
This is also known as refractory ceramic fibre (RCF), again consisting of amorphous fibres produced by melting minerals and blowing air across the flow. In this case, a combination of aluminium oxide and silicon dioxide. It has a low thermal conductivity, and good resistance to chemicals. Alumino silicate wool is generally used at temperatures from 600°C to 1300°C for intermittent operation, making it good for kilnforming.
This was classified in Europe as a carcinogen category 2 – “Substances that should be regarded as if they are carcinogenic to humans” under the Dangerous Substances Directive in 1997. This was translated under CLP Regulation into a carcinogen category 1B “Known or presumed human carcinogen; presumed to have carcinogenic potential for humans, classification is largely based on animal evidence”.
Some of the trade names used are:
- Kaowool®, a high-temperature mineral wool made from kaolin. It was one of the first types of high-temperature mineral wool and continues to be used. It can withstand temperatures to 1250°C.
- Cerablanket®, is a spun blanket manufactured from a high purity blend of alumina-silica and is classified up to 1315°C.
- Cerachem® and Cerachrome® provide chemical stability and strength and have acoustic as well as thermal insulation characteristics. They are classified to 1426°C.
There are bio-soluble fibres produced under trade names such as Superwool® with temperature ratings of 1300°C and 1450°C. Superwool® fibres are exonerated from carcinogen classification within Europe and not classified as hazardous by IARC or under any national regulations throughout the world.
Polycrystalline wool (PCW)
Polycrystalline wool was commercialised in the 1970’s and consists of fibres that contain more than 70% aluminum oxide. It is produced by sol–gel method from aqueous spinning solutions. The water-soluble green fibres obtained as a precursor are crystallized by means of heat treatment. This is produced in small quantities for specialised applications. Its characteristics are that the fibres are of regular defined dimensions, it is chemically and thermally stable, with low shrinkage and high tensile strength, all with less dust produced in handling. It is a more expensive process than producing RCW papers and blankets.
The polycrystalline wool is generally used at temperatures above 1300°C. One trade name is Denka Alcen with a temperature rating up to 1600°C. Denka blankets are more resistant to acid and alkaline solutions than conventional alumino-silicate fibre blankets and have good thermal insulation characteristics.
Other than kilnforming, applications are in the ceramics, metals, petrochemicals, aerospace and automotive industry sectors. Typical PCW applications include use as support mats in catalytic converters and diesel particulate filters to reduce exhaust emissions, and as insulation in industrial high temperature furnaces for energy conservation, particularly in high temperature and/or chemically aggressive environments.
 |
| Credit: Alibaba.com |
Kilnforming Refractory Papers
There are two fibre papers widely used in kilnforming: Papyros and Thinfire. These are special cases of the RCF papers and deserve particular attention, although they are subsets of the previously described RCF wools.
Papyros
This is a fibre paper similar in thickness to cartridge paper. It consists of aluminium hydroxide, hydrated magnesium silicate (hazard classification: irritant), alumina borosilicate glass (hazard classification: irritant), wood pulp and resin (both binders). None of the materials used in the composition of Papyros are classified as a possible carcinogenic substance. It is recommended that eye, breathing and skin protection be used when handling the fired residue to reduce any irritation. Washing after handling the dusts is recommended.
Thinfire
This fibre paper is also like cartridge paper in thickness and has a slightly finer texture than Papyros. Its constituents are aluminium hydroxide, glass fibre, polyvinyl alcohol, cellulose, and polyamide resin. Only the glass fibre is classified as an irritant. The dust can be an irritant to eyes and skin. If either are irritated, wash with large amounts of water. It is sensible to use breathing protection while handling the fired residue.
The materials used place both these fibre papers in the AES group of refractory fibres, which are biosoluble. The use of hydrated magnesium silicate in Papyros gives an extremely small increased health risk over Thinfire.
 |
| Credit: cdc.com |
Fibre Paper – Health and Safety
Mineral wool fibres and refractory ceramic fibres have
been classified as "possibly
carcinogenic to humans" (Group 2B). In contrast, the more
commonly used vitreous fibre wools produced since 2000, including insulation
glass wool, stone wool, and slag wool, are considered "not classifiable as
to carcinogenicity in humans"
(Group 3). The International
Agency for Research on Cancer (IARC) elected not to make an overall evaluation of the
newly developed fibres designed to be less bio-persistent such as the alkaline
earth silicate (AES) or high-alumina, low-silica (ASW) wools.
Bio-soluble fibres are produced that do not cause damage
to the human cell. These newer materials have been tested for carcinogenicity
and most are found to be non-carcinogenic.
Due to the mechanical effect of fibres, mineral wool
products may cause temporary skin itching. To diminish this and to avoid
unnecessary exposure to mineral wool dust, information on good practices is
available on the packaging of mineral wool products with pictograms or
sentences. Safe Use Instruction Sheets like safety data sheets are also
available from each producer.
AES, ASW and PCW have been registered before the first EC
deadline of 1 December 2010 and can, therefore, be used on the European market.
ASW/RCF
is classified as carcinogen category 1B.
AES
is exempted from carcinogen classification based on short-term in vitro study
result.
PCW
wools are not classified; self-classification led to the conclusion that PCW
are not hazardous.
Based
on the total experience with humans and the findings of scientific research
(animals, cells), it can be concluded that elongated dust particles of every
type have in principle the potential to cause the development of tumours
providing they are sufficiently long, thin and bio-persistent. According to
scientific findings inorganic fibre dust particles with a length-to-diameter
ratio exceeding 3:1, a length longer than 5μm (0.005 mm) and a diameter
smaller than 3μm (WHO-Fibres) are considered health-critical.
High-temperature
mineral wool is processed into products containing fibres with different
diameters and lengths. During handling of high-temperature mineral wool
products, fibrous dusts can be emitted. These can include fibres complying with
the WHO definition.
There is concern about the silica content of refractory
fibres. The silica that is of concern is
of a crystalline structure. The method
of production does not produce crystalline silica. The process used to create
the fibres is:
Amorphous
high-temperature mineral wool [fibres] (AES and ASW) are produced from a molten
glass [or mineral] stream which is aerosolised by a jet of high-pressure air or
by letting the stream impinge onto spinning wheels. The droplets are drawn into
fibres; the mass of both fibres and remaining droplets cool very rapidly so
that no crystalline phases may form.
The potential
effects on health of the materials in refractory fibres have been tested and
found to be non-hazardous.
In
after-use high-temperature mineral wool crystalline
silica crystals are embedded in a matrix composed of other crystals
and glasses. Experimental results on the biological activity of after-use
high-temperature mineral wool have not demonstrated any hazardous activity that
could be related to any form of silica they may contain.
Thus, no
crystalline silica is produced and the risk of silicosis from refractory fibres
does not exist. Certain sizes of any fibre present other risks.
Risks
Consideration of risks and therefore precautions, relate
to three factors: Dimension, Durability and Dose.
Dimension
Fiber dimensions are critical, as
only fibres of a certain size can reach the lungs…. Mineral fibres with a
diameter greater than 3 microns are, in humans, “non respirable”. … Even below
this respirability threshold only the finest fibres may be deposited into the
gas exchange region of the lungs.
While respirability is determined by
fiber diameter, fiber length is also important. Short fibres behave as if they
are compact particles and can be cleared by the normal mechanisms which involve
cells called macrophages. However long fibres [greater than 5 microns] frustrate
this mechanism and, for some still unknown reason, are more biologically
active.
Durability
Durability in this context
describes the ability of a material to persist in the body and so is more
accurately called “bio-persistence”. … Fibres can dissolve or they may break into
shorter pieces which can then be removed to the airways or through the
lymphatic system. The rate of removal of different fibres is typically measured
… and expressed as their “half-life” – that is the time it takes to reduce the
number of fibres in the lungs by 50%.
Dose
The [dose] is the result of [dimension
and durability] and is often referred to as “lung burden”. With chronic exposures the lung burden is the
result of … [continued exposure] and … bio-persistence. If the exposure is high
enough and clearance slow then a sufficiently large dose will accumulate for
adverse health effects to result.
The
scientific knowledge about fiber toxicity allows comparison of fibres in terms
of their toxicological potency and has also driven several initiatives to
reduce potential risks in the workplace.
This has led to development of manufacturing processes for thicker
fibres, although this is limited by the lesser thermal efficiency of thick
fibres. Thicker fibres are also more
likely to cause skin irritation. A lot
of effort has been put into the development of bio-soluble fibres such as the AES
wools which are increasingly available.
Recent research has shown a gradation of increasing
bio-persistence is in the order of – least to greater –
AES (Calcium Silicate);
AES (Magnesium Silicate);
PCW;
RCF.
This same research shows that fibres longer than 20
microns cannot be easily cleared from the lungs. Breathing protection must filter out all
particles larger than 20 microns.
The WHO research shows that lung health effects can be produced by particles down to 3 microns. This means that filters used must be able to eliminate particles larger than 3 microns to provide effective protection against high exposure.
Handling practices
Sensible precautions when handling refractory fibre
papers are eye, breathing and skin protection.
This can be safety goggles, dust mask (see filter size above), and long
gloves and long sleeves. Higher levels
of protection can be used, but are not indicated as necessary by the research
and classifications of health and safety organisations in the western world.
During clean-up the fibres should be dampened before any
brushing of the residue, or vacuumed with HEPA filters to reduce the movement
of fibres into the air. You should also
wash exposed skin after handling any of the dust. Clothes should also be cleaned and washed frequently.
Do not smoke, eat or drink in areas where the fibre dust
is present.
The understanding of the composition and manufacture of
refractory fibre papers and blankets should help assess the small risks of
using these materials, and the precautions that should be taken in handling
both the un-fired and fired forms.