Circular pieces
This table assumes that a 150 mm diameter pot is being used, and assumes that 125 grams of glass will be left in the pot. Larger diameter pots or even pot trays can be used, but more glass will remain in the container. The following table gives the desired diameter of the melt and the weight of glass needed to achieve an average 6 mm thick result. To achieve a uniform six millimetre thick disk will require long soaks at both melting and fusing temperatures to allow the glass to even out in thickness.
50 mm diameter disk requires 154 grams of glass
100 mm diameter disk requires 243 grams of glass
150 mm diameter disk requires 390 grams of glass
200 mm diameter disk requires 596 grams of glass
250 mm diameter disk requires 861 grams of glass
300 mm diameter disk requires 1185 grams of glass
350 mm diameter disk requires 1568 grams of glass
400 mm diameter disk requires 2015 grams of glass
Thicker melts
Of course if you want a thicker pot melt — one that is confined so that it cannot grow larger, only thicker — you can use the following method to estimate the amount of glass required.
Choose the diameter wanted from the above table, and subtract 125 from the weight of glass required. Then multiply by thickness wanted divided by 6 mm. Add back 125 gms — the amount that will be retained in the pot — and you have the required amount.
For example: a 200 mm disk of 6 mm requires 596 gms. You want a 12 mm thick disk of 200 mm.
First subtract 125 from 596 to get 471 gms. 417 gms times 12 equals 5652. Divide this by 6 mm and you have 942 gms required. Add 125 gms — the amount left in the pot — and you have a requirement of 1067 gms for a 12 mm thick disk of 200 mm.
Rectangular pieces
These are easier to calculate than discs, as the calculation is length times height times depth (all measurements in centimetres).
If you are making a billet and using an empty margarine pot of 7 cm wide, 12 cm long and 7 cm high you will need enough glass to fill a volume of 588 cubic centimetres. As the specific gravity of glass is 2.5, you multiply the cubic centimetres to give the weight required in grams — in this case, 1470 gms.
If you wanted a 6 mm tile of 100 mm square you would need 150 grams of glass.
To make a 1 cm slab of the same size you need 250 grams of glass.
To make a billet of 5 cm by 10 cm square you need 1250 grams of glass (this is pretty close the the maximum that can be loaded in a 12 cm diameter Pot).
To make a small sample billet of 2 cm thick by 4 cm by 8 cm you need 160 grams of glass.
A billet or pattern bar of 5 cm by 10 cm by 5 cm needs 625 grams of glass.
Sunday 15 December 2013
Wednesday 11 December 2013
Supporting Overhangs on Moulds
In
general, the blank should be no larger than the thickness of the
glass over the mould. So a 6mm blank would have no more than 6mm
overhang.
In
the case of steep sided moulds, the glass should be entirely within
the mould to avoid any hangup on the edge, leading to uneven slumps
and needling on the edges.
But,
if you need the glass to be the size of the mould, you can make a
collar to go around the mould, which will support the glass while it
begins to slump into the mould.

Make
a donut shape that will fit around the mould (whether round, oval or
rectangular) and extend beyond. Support the collar on kiln furniture
to be as high or slightly higher than the top of the rim of the
mould. This makes a kind of drop out ring, allowing the glass to
drop into the mould.
 |
| Donut ring suitable for placing around a circular mould |
 |
| This arrangement is suitable for placing around a mould of the same diameter as the interior of the ring |
Make
sure that the collar is well covered with kiln wash to ensure the
glass can move along the fibre board. This includes both the surface
and vertical edges of the collar.
As
the glass softens and begins to fall into the mould, the glass at the
edge does not have the weight to bend down and so raises off the
collar and begins to slip into the mould.
And
finally, you need to ensure that the mould is not so steep as to trap
the glass inside. This is more of a concern on steel with its
greater expansion and contraction than ceramic.
 |
| A steel mould likely to trap the glass inside with its vertical sides |
Wednesday 4 December 2013
Super Glue
Super
Glue
There
are multiple cyanoacrylates (superglues) on the market, and they will
give very different results. Gel superglue formulations usually have
some type of rubber or fumed silica additive to make them thicker,
and the additive usually doesn't burn out. That's probably where the
"superglue leaves a mark" originates. Usually the cheapest
possible superglue is best for temporary glass holds because it'll
mostly be additive-free.
The
glue will burn out around 700F or so, so it shouldn't be used to
position the glass against gravity. I disagree, however, that it
should never be used. I buy cheap superglue by the carton and use it
in everything from temporary casting assemblages to making glass
boxes for frit panels to tack-fusing. It is the best way I know to
hold wobbly pieces in place until you can assemble the rest of the
glass around it.
Some
tips for using superglue:
- You are more likely to get whitish residues if you let moisture get to the superglue while it's drying, so keep the glass surfaces as dry as possible and don't put a superglue-assembled piece on a wet kiln shelf.
- Always try to put the glue under opaque or dark glasses, just in case something goes wrong.
- Use the smallest amount possible. Don't flood an area with glue and lay the glass on top - that will almost always leave too much glue on the glass. Instead, I assemble the glass and put a drop of glue right where the two glasses join. Capillary action sucks just the right amount of glue into the joint.
- If you wipe excess glue away with acetone, be careful about which acetone you're using. Some types (such as nail polish remover) can have additives that leave residues on the glass and make the problem worse. If the glue is in a readily accessible area, it is usually better to wait for it to dry, then peel it off the glass with a razor blade. Only use acetone where there's texture or something else that makes the glue difficult to remove. And in any case, don't worry much about removing superglue right on the surface--it will burn off.
- Superglue joints will NOT support the weight of your glass, i.e., never, ever lift your assemblage by a superglued-on piece of glass. Common superglue is actually a lousy glue for glass--which is why it works as a temporary hold.
Wednesday 27 November 2013
Disguising Joints in Fusing
One
advantage of fusing over leading or copper foiling is that shapes
impossible to cut as a single piece can be made from multiple pieces.
However these joints often show up in the finished work.
You
are always more likely to have the joints show when the cut coloured
glass is on the bottom. The infra-red heat of the kiln elements goes
through the clear glass to the coloured below, allowing it to soften
first. As the glass underneath softens and pulls in, it allows the
top glass to sink into the space. Upon cooling the seam is kept open
even sometimes showing a clear line at the joints.
Putting
the clear as the base and the jointed pieces on the top has a better
chance of having the joints fully fuse together. There is no glass
above to spread the pieces apart.
When
you need the joints to be concealed, you can put a line of powder the
same colour of glass over the joint. This line should be slightly
rounded above the surface along the joint to account for the
reduction in volume as it fuses. When it is two colours meeting,
using powder of the same colour as the darker glass is most
successful.
Fusing
to a contour fuse for 10 minutes is normally hot enough, but taking
the piece to a flat fuse – again for 10 mins - will certainly be
enough to fully melt the powder into the joint.
Sunday 24 November 2013
Installing Leaded Glass in Stone
Side rebates
One side of the rebate (or raggle) in stone should be deeper than the other. This allows the panel to be slotted in and then slid back into the shallower rebate. Which side the deep rebate is on is not important, but you must determine which is the deeper and its minimum depth all along the raggle.
Adjusting the placement of the panel
To help move the panel from side to side stiff oyster knives and lead knives are important. This allows you to get behind the edge and slide the panel to the side, especially when it is sitting on top of another panel to make the fine adjustments to get the lead lines flow correctly.
In some circumstances, especially when installing a single panel, it is necessary to bend the leaves of the lead toward the installation side. After placing the panel, you then fold the leaves out one at a time into the raggle slot.
Top and bottom rebates
For the top and bottom rebates it is important that the top is the deep one. You insert the panel up into the slot a the top and let it settle into the bottom rebate. The panel should be completely covered by the stone.
Extra came
In all installations into stone, you should carry extra came of at least 12mm (1/2”) to solder round the panel when the stone work is not as accurate as it should be, either through workmanship or weathering.
Wedges
Have some little blocks of wood and some whittling tool to hand to wedge the panel in till mortared. It is possible to use little scraps of lead for the purpose. These wedges don't need to be that robust, they are just there to hold the panel in place until the mortar is in.
Mortars
Mortars for stone should be of lime cement, or sand mastic. Don't use silicon, you'll never get it out again! Also don't use putty as this stains some types of stone and the oils leech in to the stone, causing the putty to dry and therefore the window ceases to be watertight.
One side of the rebate (or raggle) in stone should be deeper than the other. This allows the panel to be slotted in and then slid back into the shallower rebate. Which side the deep rebate is on is not important, but you must determine which is the deeper and its minimum depth all along the raggle.
Adjusting the placement of the panel
To help move the panel from side to side stiff oyster knives and lead knives are important. This allows you to get behind the edge and slide the panel to the side, especially when it is sitting on top of another panel to make the fine adjustments to get the lead lines flow correctly.
In some circumstances, especially when installing a single panel, it is necessary to bend the leaves of the lead toward the installation side. After placing the panel, you then fold the leaves out one at a time into the raggle slot.
Top and bottom rebates
For the top and bottom rebates it is important that the top is the deep one. You insert the panel up into the slot a the top and let it settle into the bottom rebate. The panel should be completely covered by the stone.
Extra came
In all installations into stone, you should carry extra came of at least 12mm (1/2”) to solder round the panel when the stone work is not as accurate as it should be, either through workmanship or weathering.
Wedges
Have some little blocks of wood and some whittling tool to hand to wedge the panel in till mortared. It is possible to use little scraps of lead for the purpose. These wedges don't need to be that robust, they are just there to hold the panel in place until the mortar is in.
Mortars
Mortars for stone should be of lime cement, or sand mastic. Don't use silicon, you'll never get it out again! Also don't use putty as this stains some types of stone and the oils leech in to the stone, causing the putty to dry and therefore the window ceases to be watertight.
Wednesday 20 November 2013
Brushes for Painting
A
quality paint brush will have hairs that form a point and have a good
spring to them - they bend while painting but return quickly to their
original shape. A good brush will also hold lots of paint and deliver
that paint evenly throughout the stroke. Brushes
usually have a number to indicate their size - the larger the number,
the larger the paintbrush. The larger the brush the wider the line
that can be produced, although with a light touch a fine long line
can be made because of the pointed nature of the brush.
The
best brushes are made from natural hairs, although there are brushes
made from a combination of natural and synthetic materials which are
adequate.
Sable
hair brushes are considered to be the best for painting. The hair
comes from a variety of pine martin and the Kolinsky sable from
Siberia is considered the best. These brushes are more expensive
than others, but are soft and flexible, hold their paint well and can
make an expressive thick to thin line.
Ox
hairs are normally used for making rigger brushes. This is a round
brush with long hairs, said to be used to paint the lines of ships'
rigging in the past. The hair is strong and springy making it useful
for long lines and thicker paints.
Squirrel
hair brushes are useful for applying paint in broad, thin layers for
matting.
Goat
hair brushes are normally known as hake brushes. These are a
traditional, oriental style brush. It lacks spring, but forms a good
point and so is useful to cover larger areas quickly with a gentle
touch.
Pony
hair is made into short round brushes used as soft stipplers.
Hog
hairs
are made into hard, very economical brushes. They come in flat and
round shapes. They are most used for stippling and can be trimmed,
shaped, used, and abused for years.
Badger
hairs
are thicker at the end and thinner at the root, creating a conical
shape. These soft brushes are used to blend paint once it has been
spread on the glass. The brush is swept across the surface of the
paint to blend or move paint and remove stroke lines.
Wednesday 13 November 2013
Glass Shifting on Mould
There
are a number of things to investigate if your blank is shifting on
the mould during firing.
Is
there a heat differential?
Glass
absorbs heat at different rates depending on colour and type meaning
that one part may begin to move before another. The solution to this
is to slow down the rate of advance to allow all the glass to gain
heat at the same speed. It may also be useful to slump at a lower
temperature.
There
also may be a heat differential within the kiln. You need to run a
check on the heat distribution of your kiln to be sure where the
(relatively) hot and cold areas of your kiln are. Bullseye published Tech Note no.1 on how to do this.
Not
perfectly balanced on the mould?
Glass
can be placed just off square or level and that can allow it to start
slumping unevenly. Measurements and observation can help to get the
glass placed squarely on the mould. Also a small spirit level placed
on the glass can tell you if the glass is level within the mould.
The
mould may not be level.
The
kiln, shelf and mould should each be checked for level in all
directions. The kiln level can be established and can be assumed to
be level until it is moved. The shelf level should be checked each
time it is moved. The mould level should be checked each time it is
used.
Is
the glass overhanging the mould?
Glass
overhanging the mould rim can hang up on some of the edges more than
others. Check the rim of the mould for any rough areas and smooth
them. If you do have glass overhanging, you should slow the rate of
advance to allow the edge of the glass to tip up and begin to slide
down into the mould. If the problem persists, make the glass blank
smaller, or support the overhanging glass with a collar.
Is
the glass heavier on one side?
The
glass may be uneven thickness and so heavier on one side. The
heavier area of the glass will begin to slump first and so promote
movement of the whole glass in an asymmetrical manner. The solution
to this is to fire slower and to a lower temperature.
Do
you have a wonky mould?
The
mould can be imperfect. So you need to check the mould for accuracy.
I have a slumper that has one side lower than the other three.
Being aware of this, I can place the glass so that it is still
useable. Measuring the mould in all directions will help determine
its symmetry.
If
all these things have been investigated and the solution not found,
it is possible to create a bevel on the bottom edge of the glass so
that the edge sits in the mould at the same angle as the mould. This
provides a larger contact point for the glass and mould than just a
thin edge. This appears to allow the glass to move evenly during the
slump.
Of course, a major solution is to observe the slump. Peeking into the kiln at the beginning of the slump soak and frequent intervals after that will show if the piece is slumping evenly or not. If it is uneven, you can put on the appropriate protective gear and with gloves on your hands, shift the glass to be set evenly in the mould.
The
major solutions to avoid uneven slumping are:
- Avoiding the hot and cool parts of the kiln
- Making everything level
- Careful placement on the mould
- Slower rates of advance
- Lower slumping temperatures
- Observation
Wednesday 6 November 2013
Using Space on Shelves
Often there is unused space on the kiln
shelves when you are firing a project. With a bit of planning, you
can make use of the spaces for a variety of things.
 |
| Frits fired on fibre paper |
 |
| Bowl made from frit balls |
You can place piece of frit in the
clear areas to make frit balls.

You can make colour tests on plaques of
glass to see the results of strikers, powder combinations or results
of various depths of colour.
Compatibility tests can be done with pieces of glass of which you are not certain.
 |
| simple stress testing set-up |
 |
| Strip of fired glass samples for testing |
 |
| Results - those with halo are stressed |
In the same way, annealing tests can be
conducted.

You can fire small pieces of jewellery
at the same time as your larger pieces.

You can also prepare elements for
incorporation into other fusing projects and lay them out in the open spaces on the shelf. Your use of the spare space is related both to your imagination and to your future projects.
Wednesday 30 October 2013
Cleaning Blending Brushes

Cleaning badger brushes just before use, is easy. Flick, gently and rapidly, the very ends of
the brush hairs against the side of your hand – but use respiratory
protection and be careful not to inhale any dust. If you notice
flecks of dust in your paint when you create a grisaille you’ll
know it’s time for a thorough and wet cleaning again.

After
each use, rinse out the brush tips in cool water. Gently rub the tips
of the brush hairs to loosen any extra paint. Grasp he hairs above
the tips to keep the water from the main part of the brush. Then wet
the exposed ends of the hairs and rub them gently until the water
runs clear.

If you use a blender for oil, you will need to use a small amount of natural soap, if
so, thoroughly rinse.
Flick
the brush to remove excess water, smooth the hairs into shape and
allow to completely dry by hanging the brush with the hairs pointing
downward – this avoids water flowing into the brush base where the
hairs are attached. If you have round-handled brushes, you can twirl
the brush between your hands to remove excess water.

Wednesday 23 October 2013
Shape of Aperture Drops
The shape of an aperture drop can be controlled by the speed
of the slump. The speed at which the glass drops is a combination of heat and
size of the hole. Patience is required.
Rapid drops result from high temperatures. Rapid slumps
cause a thinning of the glass at the shoulder where the glass turns over the
inner rim of the aperture. The pattern is distorted and the colours are also
diluted. And a relatively large rim is left around the fired piece.
A much slower rate of drop spreads the strain of the slump over the whole of the unsupported area of glass. This tends toward a bowl with a gentle slope toward the bottom, reduced distortion of the pattern, maintenance of the colour densities, and a more even wall thickness all over the piece.
The slumping temperature for a shallow angled slump is less
than that used for normal slumps, and takes a lot longer – up to five hours
typically. This means that observation is required at intervals, say every half
hour.
A starting point for the slumping is around 100ºC above the
annealing temperature for the glass. So for Bullseye and System 96 the
temperature is about 615ºC. If after the first half hour, there is no movement,
increase the temperature by 10ºC. Check again in another half hour and if the
slump has begun, leave the temperature at that level and observe at the half
hourly intervals until the desired slump is achieved. Otherwise, increase the
temperature by another 10ºC with the check after half an hour, and repeat until
the slump has begun. After you have done the first one of these with a
particular size of aperture, you will know the temperature to start the slump.
The temperature you need to use is affected by the size of
the hole. The smaller the aperture, the higher the temperature will be needed.
But be patient. If the temperature is increased too much, you will get the
thinning of the sides that you are trying to avoid.
Additional information on aperture drops can be found
in this
series.
Wednesday 16 October 2013
Lead Came with Alloys
Lead
came is available in several hardnesses. One (soft) is almost pure
lead, another is half hard and contains up to 5% antimony, and the
third is hard, containing up to 10% antimony. The difference between
these is hardness, or resistance to creep, not resistance to
corrosion.
 |
| elemental lead |
Lead
with antimony as an alloy is subject to the same corrosion rate in
atmospheric environments as chemical lead (99.9% commercial-purity
lead). However the greater hardness, strength and resistance to
creep of antimonial lead often makes it more desirable for use in
specific chemical and architectural applications.
The
ability of some antimonal leads to retain this greater mechanical
strength in atmospheric environments has been demonstrated in
exposure tests in which sheets containing 4% Sb [antimony] and
smaller amounts of arsenic and tin were placed in semi-restricted
positions for 3 years. They showed less tendency to buckle than
chemical lead, indicating that their greater resistance to creep had
been retained.
Handbook
of Corrosion Data, by Bruce D Craig, p89ff
 |
| Antimony crystals |
Thus,
the use of softer leads in conservation or restoration, because they
were used in earlier periods, is not indicated. It is known that
lead came up to sometime in the early 19th century was melted and
re-formed into came, incorporating tin from solder and other trace
elements which made the lead “stiffer” than the more pure lead
that began to be produced commercially and used widely at that time.
This may be the reason that so many 19th
century windows contain failing leads, while many earlier ones remain
sound.
Wednesday 9 October 2013
Pink Confetti

Because
confetti needs to be so heavily saturated with colour, some of the
opalescent colours tend to devitrify. The pink is particularly prone
to devitrification. There are several ways to prevent this:
- cap (which can lead to bubbles),
- add a devitrification spray, or
- cover with clear powder or frit.
Covering completely with a fine layer of powder gives the most even result. Using frit
can provide a speckled appearance that is useful in some
circumstances.
This
tendency of pink opal to devitrification applies to all formulations
– Bullseye, Uroboros, S96 and float.
Wednesday 2 October 2013
What is Viscosity
What
is Viscosity?
 |
| An example of differing viscosities |
There
are a variety of definitions, but these two capture the main
elements.
Informally,
viscosity is the quantity that describes a fluid's resistance to
flow. Fluids resist the relative motion of immersed objects through
them as well as to the motion of layers with differing velocities
within them. Source
Viscosity
is a measure of a fluid's resistance to flow. It describes the
internal friction of a moving fluid. A fluid with large viscosity
resists motion because its molecular makeup gives it a lot of
internal friction. A fluid with low viscosity flows easily because
its molecular makeup results in very little friction when it is in
motion. Source
 |
| A demonstration of the resistance of different viscosities of oil to a weight moving through the liquid. |
Almost
all liquids are viscous fluids having viscidity. For example, when
rotating a drum container filled with water on its vertical central
axis, the water that was at rest in the beginning starts moving as it
is dragged by the container’s inside wall and then whirls
completely together with the container as if it were a single rigid
body. This is caused by the force (resistance) generated in the
direction of the flow (movement) on the surfaces of the water and the
container’s inside wall. A fluid that generates this kind of force
is regarded as having viscosity.
Temperature
is a very important factor for measuring viscosity. In fluids, as
temperature goes up, viscosity goes down and vice versa. In the case
of distilled water, if the temperature changes 1 centigrade, it
produces a difference of 2 % to 3 % in viscosity. Source
Viscosity
is the measurement of a fluid's internal resistance to flow. This is
typically designated in units of centipoise or poise but can be
expressed in other acceptable measurements as well. Source
Why
is viscosity important?
“Near
the strain point the expansion increases rapidly and sometimes
erratically.” The links between the molecules has reduced in
strength and so have a lesser role in the forces acting at higher
temperatures. “In those upper ranges – the temperatures where
glasses are formed and re-formed with heat – viscosity is a much
more useful indicator of how glasses will behave.
“The combination of viscosity and COE are what make glasses more or less compatible, i.e., containing stress in amounts low enough to allow them to hold together without breaking at room temperature for extended periods of time under normal circumstances.
“The combination of viscosity and COE are what make glasses more or less compatible, i.e., containing stress in amounts low enough to allow them to hold together without breaking at room temperature for extended periods of time under normal circumstances.
Bullseye
found in the early 1980s in their efforts to mix coloured glasses in
streaky colour combinations that the COE could not be used to predict
compatibility. In trying to correct the compatibility of certain
mixed glasses, the closer they brought together the COEs, the more
incompatible became the mixes.
“The reason that we could not use COE to successfully predict whether a coloured glass would fit the base clear glass was/is because, as the base glass composition is altered with the addition of the necessary oxides to colour it, the viscosity is inevitably changed. This viscosity change causes the coloured glass and the clear base glass to strain themselves in the cooling cycle of the fusing process (a viscosity mismatch). Therefore once the two glasses reach room temperature they have undue residual strain that may lead to failure.
“In order to prevent this undue residual strain an equal but opposite strain must be introduced into the coloured glass to cancel out the strain induced by the viscosity mismatch. This is accomplished by introducing an expansion mismatch of equal but opposite strain. The two mismatches cancel each other out, leaving the two glasses nearly strain free.
“It is this phenomenon (viscosity mismatch cancelled out by an equal but opposite expansion mismatch) that enables glasses of very different compositions to be formulated to fit each other. The very fact that the expansion of a coloured glass has to be altered to make it fit a base clear glass implies that COE cannot be used as an indicator of compatibility. It is also why it only makes sense to describe these glasses as tested compatible to a specific manufacturer's base glass for a specific glass forming process.“ [L. MacGreggor]
“The reason that we could not use COE to successfully predict whether a coloured glass would fit the base clear glass was/is because, as the base glass composition is altered with the addition of the necessary oxides to colour it, the viscosity is inevitably changed. This viscosity change causes the coloured glass and the clear base glass to strain themselves in the cooling cycle of the fusing process (a viscosity mismatch). Therefore once the two glasses reach room temperature they have undue residual strain that may lead to failure.
“In order to prevent this undue residual strain an equal but opposite strain must be introduced into the coloured glass to cancel out the strain induced by the viscosity mismatch. This is accomplished by introducing an expansion mismatch of equal but opposite strain. The two mismatches cancel each other out, leaving the two glasses nearly strain free.
“It is this phenomenon (viscosity mismatch cancelled out by an equal but opposite expansion mismatch) that enables glasses of very different compositions to be formulated to fit each other. The very fact that the expansion of a coloured glass has to be altered to make it fit a base clear glass implies that COE cannot be used as an indicator of compatibility. It is also why it only makes sense to describe these glasses as tested compatible to a specific manufacturer's base glass for a specific glass forming process.“ [L. MacGreggor]
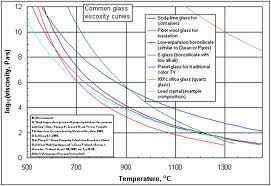 |
| Even different formulations of glass have different viscosities and different rates of softening with temperature increases. |
How
does viscosity apply to us?
Although
viscosity is of major importance to the manufacturer, it does have
some relevance to kiln formers too.
Understanding
that glasses have different viscosities – most often referred to as
hard and soft – can help in the choice of colours and styles of
glass to combine. Some glass will spread more, and also allow other
glass to sink deeper into the layer than others. It might help avoid
combining extremely hard and soft glasses next to each other.
It
should also help explain some results that were not planned. It may
help in when thinking about uneven slumps.
It
is important to recognise that glass chemistry is extremely
complicated, and to see that the expansion characteristics have to be
balanced with the viscosity characteristics as the two main elements
in compatibility. There are others, of course, but these appear to
the two main ones.
Wednesday 18 September 2013
Bubble Reduction in Casting
There
are several things that can be done to reduce the number and size of
bubbles in casting.
- Fire higher - to 830ºC instead of 815ºC - and soak for at least four hours. This allows more bubbles to rise to the top and burst. If there are still more bubbles than wanted, increase the soak time.
- Stack the glass in the centre of the mould, allowing a few centimetres from the mould walls. This allows the glass to spread and flow from the bottom and up the sides, reducing the likelihood of trapping air. If you have more than one stack, keep the same space between the stacks as the mould walls.
- Make sure that the way you stack the billets or casting plates so there is a smaller space at the bottom of any cavity than at the top. The reverse allows the glass to soften and seal in the air in the space.
- You can construct a mould to make billets of the general shape of the final object. This of course, is much more work, needing two moulds.
- A major thing to avoid is the use of frit, especially at the bottom or deep in the mould as bubbles will collect around each piece and lead to a multiplicity of bubbles throughout the casting.
Wednesday 11 September 2013
Thinfire as a Separator on Moulds
"I
was told that it was possible to put a piece of thinfire paper under
a circular piece of glass that is to be draped over a mould.... Has
anyone done this or heard of doing it?"
Yes
this can be done. Some caveats are in order though.
It
is important to put a separator on the mould -normally kiln wash -
before using it. Once coated, it will not need to be re-coated
unless the surface is damaged, scratched, etc., for a very long time.
If the kiln wash seems to be rough you can smooth it in various ways
as noted in this tip. The
advantage of kiln wash is that it does not cost much and lasts a long
time. The thinfire or similar is a one-time-use product.
The
binder in the thnifire burns away during the heat up and allows the
now unbound separator to drift down to the mould before the glass
begins to conform to the mould. In that way it is very similar to a
fine dusting of kiln wash powder over the mould surface before
firing.
I
don't see the point of using Thinfire or similar during slumps (although I can
see that there are occasions where this method would be useful).
For drapes, placing a bit of thinfire over the mould - especially if
it is metal – is an additional precaution.
My
view is that you have to kiln wash the mould anyway. KIln wash is
cheap and long lasting while thinfire needs to be replaced after each
firing.
Wednesday 4 September 2013
Clearing Small Core Drill Bits

Core
drill bits are very useful, as only a thin wall of glass is removed,
leaving the main part of the hole as a single piece. This means that
it is quicker than a solid drill bit through not having to remove so
much glass. However with small diameter core drills they often jam
up with waste glass. This is evident when the drill ceases to drill
through the glass, leaving a broad circular mark as it moves around
on the glass.
Inevitably,
at one time or another, the glass core will get stuck inside the
drill bit. This needs to be cleared before any further drilling can
be successfully done. It seems to be more common with the smaller
diameter drills – from 5mm down.
The
broken off core needs to be cleared from the back of the bit, not the
diamond coated end. So you need to take the bit out of the drill and
use a thin nail or piece of wire into the hole to push the glass out.
 |
| My collection of core drills. At the front you can see copper wire and a thin punch for clearing blocked drills |
Core drills need a more accurate means of steadying the bit than your hands. Imagine that you are trying to get that core out of the glass in tact. Any wobbling as you drill will break that core. When the core breaks, it is inclined to jam the cylinder. So a drill press is almost essential when using a core drill.
They
also need water like any other drilling of glass. Normally this is
supplied through the hollow core of the bit, which is beyond hand
held drill motors.
For
something as small as 3mm, a solid drill that removes all the glass
rather than a core is more likely to be most successful. You can get
diamonds bonded to piano wire that will give you holes from a
fraction of a mm up to 2 or 3 mm and these can be used in
dremmel-like tools that take small diameter bits.
It
is absolutely NOT recommended to use a core drill at an acute angle
to start the hole. The wall of a 3mm core drill is very thin and
easily damaged. It is ok to start a solid drill that way, but not a
core drill.
There are a number of related posts beginning with this one which give advice on the many ways to drill holes in glass.
Wednesday 28 August 2013
Finger protection
Grinding
lots of glass pieces often leads to a number of small cuts on the
tips of your fingers. There are several things that can be done to
reduce these cuts and the tenderness that comes from lots of
grinding.



The
first thing is to take the sharp edges off the glass. You can do a
simple, light grind all the way around the piece. This removes the
extra sharp edges that often remain after breaking the glass.
You
can go a step further and do a light arris around the piece. This is
just lightly holding the glass at about 45degrees to the grinding bit
and going all the way around on all sides. This does not take off
the shape of the piece, but gives a more rounded feel to the piece.
 |
| Illustration of the effect of holding the glass at an angle to the grinding head - not so much needs to be taken away as in the illustration to get the effect |
It
is not generally recommended that you wear gloves around rotating
machinery. There is too much risk of injury, even on a small
grinding machine. Some of the alternatives
to gloves include plasters (band aids), masking tape, electrical
tape.
Other
purpose-made things you can buy include rubber finger protectors,
finger tip pads, finger caps (as used in counting money).

Other
tools are made to hold the glass such as the grinder cookie
and Nick's Grinder's Mate
Wednesday 21 August 2013
Reclaiming Solder
Re-using
solder can range from simply soldering the ends of the solder sticks
together (if you are using blowpipe solder). This will then form a
useable stick with solder blobs on its length.
If
you have a number of blobs and splashes, don't throw them out.
Collect them together and when you have enough you can make them into
another stick of solder.


You
can tape two narrow pieces of glass onto a length of marble or heavy
steel about 3-4 mm apart. Put the pieces in the channel formed by
these two pieces of glass and melt the pieces with your soldering iron. This will form a
useable stick.
 |
| Lifting the new solder stick from the wood |
The
same can be done by cutting out a 3mm wide and deep channel in a
piece of timber and doing the same as above. The wood will smoke a
bit and blacken, but not ignite. And you can use a blowtorch to melt the solder if you do it this way.
 |
| Using the (slightly irregular) solder stick |
Thursday 15 August 2013
Assembling Foiled Pieces
Keeping
foiled pieces together while assembling them prior to soldering is
sometimes a problem.
If
the panel is rectangular - or at least one with multiple straight
sides - you can use short battens of the length of the sides. Nail
or screw them down to a board so that about one half of the panel is
contained. So if it is a rectangle, two sides will be enough. If it
is six-sided ,three pieces would do.
 |
| An assembled piece illustrating the two battens - although with a leaded panel |
For
ease of assembly, a copy of the cartoon should be fastened to the
board first and then the battens fixed on top of the cartoon. The
pieces can then be placed against battens and held there with pins or
nails until the next pieces are ready.
 |
| Illustration of the cartoon fixed by the surrounding battens |
Some
prefer to tack solder the pieces together as they foil. This can be
done in combination with the use of battens. However, leaving the
soldering iron idling while foiling and using it only occasionally is
very hard on the iron's tip and your electricity bill. I prefer to
assemble the whole and then solder all at once.
 |
| Illustration of placing pins all the way around an oval panel |
For
circular or irregular shapes a slightly different approach is
required. You can use multiple pins or nails along the perimeter to
hold the foiled pieces together. An alternative is to cut a piece of
scrap window glass to the shape of the external perimeter of the
panel. Hold it is place with nails or pins and proceed as with a
rectangular shape.
 |
| Placing nails all the way around an irregularly shaped piece |
Subscribe to:
Posts (Atom)