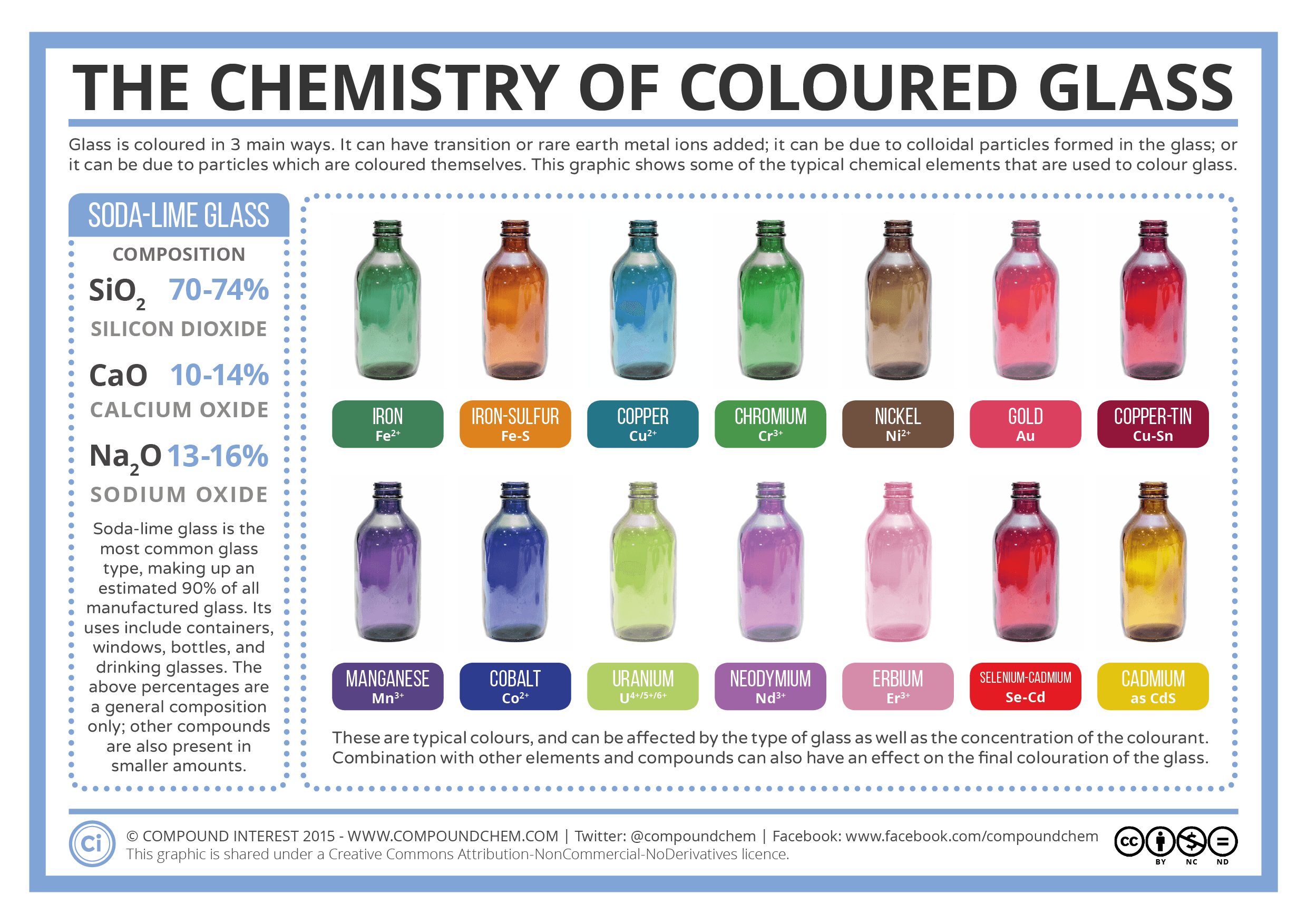
There are many minerals and chemicals that are used to give
glass its variety of colour. This note
attempts to give information on the most common elements and combinations used
to impart the colours to the glass.
Antimony oxides produce white glass as do tin oxides. Together with lead, antimony results in yellow.





Chromium is a very powerful colourizing agent, yielding dark green or in higher concentrations even black colour. Together with tin oxide and arsenic it gives emerald green glass. Chromium aventurine, in which aventurescence was achieved by growth of large parallel chromium(III)
oxide plates during cooling, was also made from glass
with added chromium oxide in amount above its solubility limit in glass.


The material can be
introduced into glass either in the form of chromic oxide or potassium
dichromate, the latter being a more convenient form. Potassium chromate is yellow and this colour can be imparted
to certain glasses. To produce emerald green glass in which a yellowish cast must
be avoided, the addition of tin oxide and arsenic is necessary.
Chromium is
associated mainly with the production of green glass, but other colours from
yellow through bluish-red, red to dark green or even black can be achieved in
combination with other oxides.
Cobalt is the most powerful blue colorant used in glassmaking
producing rich blues when used in potash containing mixes, but it can also give
shades of green when used with
iodides. The deepest of blues are
produced when used in glass containing potash.

Small concentrations of cobalt (0.025 to 0.1%) yield blue glass. The best
results are achieved when using glass containing potash. Very small amounts can be used for decolourizing. Addition of 2% to 3%
of copper
oxide produces a turquoise colour.

Copper is a very powerful
and versatile colouring agent when used in colouring glass. Copper greens
and blues are not difficult to
produce, although the behaviour of copper in a silicate melt can be
complicated. Copper was used most
profusely to produce green glass.


Pure metallic copper produces a very dark red, opaque
glass, which is sometimes used as a substitute for gold in the production of ruby-coloured glass. The art of using copper for ruby glass goes far back to ancient times
but even so using copper oxide to make ruby glass can be very difficult. Today
we find copper being used to produce turquoise
blue tones.


Didymium gives green colour (used in
UV filters) or lilac red.
Metallic gold, in very small concentrations (around 0.001%, or 10 ppm), produces a rich ruby coloured glass (gold ruby),
while lower concentrations produces a less intense red, often marketed as cranberry. The gold is used as gold chloride. The colour is caused by the size
and dispersion of gold particles.

Iron is a very useful and powerful colouring
agent even though it can be an undesirable impurity in making glass. Iron in
its metallic forms cannot
remain in equilibrium with glass and can be disregarded. But its ferrous and
ferric forms are of a great help in producing coloured glass. Iron(II) oxide may be added to glass resulting in bluish-green
glass.

Together with chromium it gives a richer green colour. In a reduced condition, it can be combined with chromium to produce a deep green glass.

Used with the
combination of carbon or other reducing agents, sulphur and iron sulphides give
a dark amber colour.

Lead compounds produce a range of yellows.
Manganese can be added in small amounts to remove the green tint given by
iron, or in higher concentrations to give glass an amethyst colour.

Manganese dioxide, which is black, is used to remove the green colour from the glass. This results in a
very slow chemical process where it is converted to sodium permanganate, a dark purple compound. Windows made with manganese dioxide solarise to change to a
colour which is lightly tinted violet because of this chemical change.

Manganese in its low
state of oxidation is colourless, but it is a powerful oxidising agent and can
be used for decolourising purposes to oxidise the iron content. Manganese is mainly used in the production of
purple glass resembling the colour of potassium permanganate crystals. The
purple colour is achieved by the trivalent manganese however in its divalent
state it only imparts a weak yellow or brown colour.
Nickel, depending on the concentration,
produces blue, or violet, or even black glass. It
is used in the production of smoky coloured glass


Lead crystal with added nickel acquires purplish colour. Nickel together with a
small amount of cobalt can be used for decolourizing of lead glass. When it is introduced into lead crystal it
gives a purplish colour, which compensates for a yellow tint produced by other
constituents.
Selenium, like manganese, can be used in small concentrations to decolourize
glass, or in higher concentrations to impart a reddish colour, caused by selenium nanoparticles dispersed in glass. It is a
very important agent to make pink
and red glass. When used together
with cadmium sulphide, it yields a brilliant red.

Silver compounds such as silver nitrate and silver
halides can produce a range of colours from orange-red to yellow. The way the
glass is heated and cooled can significantly affect the colours produced by
these compounds.

Sulphur, together with carbon and iron salts, is used to form iron polysulphides and produce amber glass ranging from yellowish to
almost black. With calcium it yields a deep yellow
colour.



In borosilicate
glasses rich in boron, sulphur imparts a blue colour. Cadmium sulphides,
which have a deep yellow colour, are often used in the production of glazes and
enamels.
Tin oxide with antimony and arsenic oxides produce an opaque white glass (milk glass), first used in Venice to produce an imitation porcelain.

Adding titanium produces yellowish-brown glass. Titanium, rarely used on its own, is more often employed to
intensify and brighten other colourizing additives.

Uranium (0.1% to 2%) can be added to give glass a fluorescent yellow or green colour. Uranium glass is typically not radioactive enough to be dangerous. It is
often referred to as Vaseline glass by USA collectors. When used with lead glass with very high
proportion of lead, produces a deep red colour.


Chart
A good visual chart of minerals and resulting colours is
here.
Influence of the glass-making process on colour.
It is not only the minerals that give the glass the colour; it is
combined with the way in which the materials are treated. The physical conditions under which the glass
is made also have an influence on the colour.
The main ones are:
1. The
temperature of the melt/batch
2. Temperature
of reheat during the working of the glass
3. The
temperature of the 'Lehr' (Annealing Oven)
4. Duration
of the melt/batch
5. Time
and temperature relationship at different stages in production
6. The
type of colorant being used
7. Concentration
of the colorant
8. Atmosphere
of the furnace
9. The
composition of the colorant within the glass composition, as is the case when
iron is added to glass. The type of iron oxide formed decides if the glass will
be blue or yellow
10.
The number of times the same glass is
melted. Repeated melting of the cullet will usually give a darker tone to the
finished piece






{kind=link}
{kind=link}