I’ve been asked the
question “is there is differential in
specific gravity as related to COE or colorant used in the glass (white opal v
clear)”?
Using the typical compositions of soda lime glass (the stuff
we use in fusing), both transparent and opalescent and combining the specific
gravity of the elements that go to make up the glass, I have attempted to
answer question - the last part of the question first.
Difference in specific
gravity between transparent and opalescent glass
Transparent glass
Typical transparent soda glass
composition % by weight (with specific gravity)
Material Weight S.G.
Silicon dioxide (SiO2) 73% 2.648
Sodium oxide (Na2O) 14% 2.27
Calcium oxide (CaO) 9% 3.34
Magnesium oxide (MgO) 4% 2.32
Aluminium oxide (Al2O3) 0.15% 3.987
Ferrous oxide (Fe2O3) 0.1 5.43
Potassium oxide (K2O) 0.03 2.32
Titanium dioxide (TiO2) 0.02 4.23
|
| | |
|
There are, of course minor amounts of flux and metals for
colour in addition to these basic materials.
The specific gravity of typical soda lime glass is 2.45.
Opalescent glass
Initially
opalescent glass was made using bone ash, but these tended to develop a rough
surface due to crystal formation on the surface. The incorporation of calcium phosphate (bone
ash) and Flouride compounds and/or arsenic became the major method of producing
opalescent glass for a time.
The
current typical composition by weight (with specific gravities) is:
Silicon
Dioxide (SiO2) – 66.2%, 2.648 SG
Sodium
Oxide (Na2O) – 12%, 2.270
Boric
Oxide (B2O3) – 10%, 2.550
Phosphorus pentoxide (P2O5) – 5%, 2.390
Aluminum
Oxide (Al2O3) – 4.5%,
3.987
Calcium oxide (CaO) – 1.5%,
3.340
Magnesium oxide (MgO) - 0.8%,
2.320
The combined specific gravities are within 0.03% of each
other - a negligible amount. So, the specific gravity of both opalescent
and transparent glass can be considered to the same. For practical purposes, we
take this to be 2.5 rather than the more accurate 2.45.
Other glasses exhibit different specific gravities due to
the materials used, for example:
Lead Crystal Glass
Lead Crystal glass contains similar
proportions of the above materials with the addition of between 2% and 38% lead
by weight. Due to this variation the
specific gravity of lead crystal is generally between 2.9 and 3.1, but can be
as high as 5.9.
Borosilicate glass
Non-alkaline-earth borosilicate glass (borosilicate glass 3.3)
The boric oxide (B2O3)
content for borosilicate glass is typically 12–13% and the Silicon dioxide (SiO2)
content over 80%. CoLE 33
Alkaline-earth-containing borosilicate glasses
In addition to about
75% SiO2 and 8–12% B2O3, these glasses
contain up to 5% alkaline earths and alumina (Al2O3). CoLE 40 – 50
High-borate borosilicate glasses
Glasses containing
15–25% B2O3, 65–70% SiO2, and smaller amounts
of alkalis and Al2O3
All these borosilicate glasses have a specific gravity of
ca. 2.23
Correlation between
CoLE and and specific gravity?
This comparison of different glasses shows that the
materials used in making the glass have a strong influence on the specific
gravity. However, there does not appear
to be a correlation between CoLE and specific gravity in the case of
borosilicate glass. If this can be
applied to other glasses, there is no correlation between specific gravity and
CoLE.
Correlation between
specific gravity and colourisation minerals and CoLE?
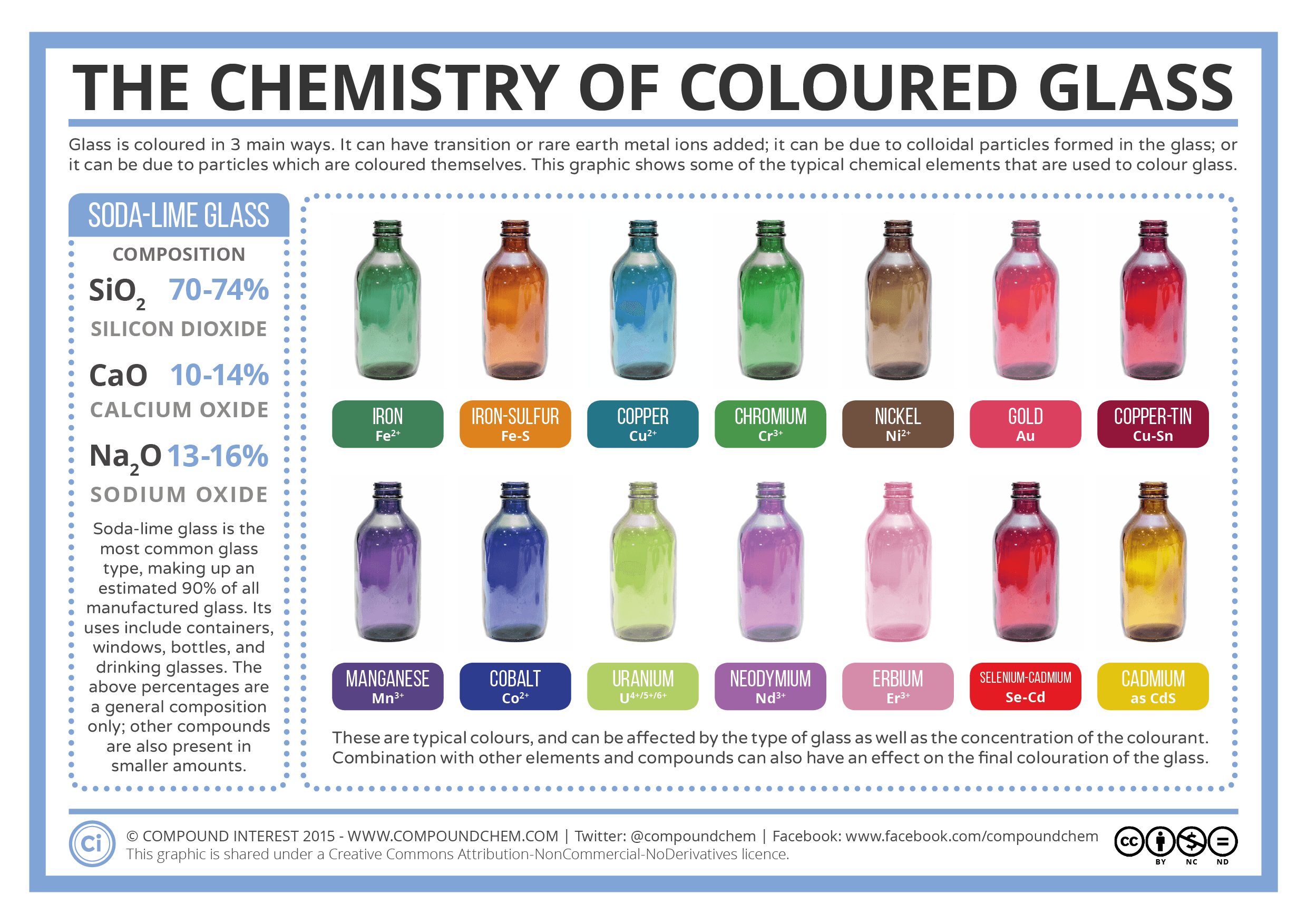
The minerals that colour glass are a very small proportion
of the glass composition (except copper where up to 3% may be used for
turquoise). The metals are held in
suspension by the silica and glass formers.
That means the glass is moving largely independently of the colourants
which are held in suspension rather than bring part of the glass structure.
There is unlikely to be any significant effect of the metals on the Coefficient
of Linear Expansion. The small amounts
of minerals are unlikely to have an effect on the specific gravity. So, the conclusion is that there is no
correlation between CoLE, specific gravity, and colouring minerals.
The short answer
This has been the long answer to the question. The short answers are:
·
The specific gravity of soda lime transparent
glass and opalescent glass is the same – no significant difference is in
evidence.
·
There appears to be no correlation between
specific gravity and CoLE.
·
There is unlikely to be any correlation between
colourant minerals and CoLE or specific gravity.














































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}