There are
several suppliers of stainless steel and ceramic formers for pot melts. They are not always necessary.
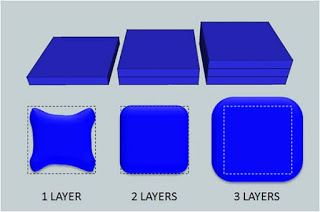
If you only
want a circle, you do not need a former at all.
The shelf must be kiln washed and level.
The glass will pool in a circular manner ranging in thickness – thickest
at the centre and 6-7mm at the edge. The variation in thickness depends on the
time the glass is kept at the working temperature after the pot has emptied.
If you are
wanting a thicker melt, you do need a dam of some sort. You can purchase what you want, or you can
make some from the materials you have at hand.
You can make
a rectangle or square melt from existing straight dams. You need to make sure the dams are kiln
washed and lined with 3mm fibre paper.
You do not need to cut the dams to a predetermined length. Instead, you can arrange them so that one end
of the dam starts at the edge of your rectangle. The next dam is butted at right angles to the
first at the length wanted. The other
pieces are fitted similarly, until the last one passes the end of the first, so
that they are butted together. Then line
with the fibre paper. If you feel the
dams are too light, you can back them up with bricks to prevent movement.
Using fibre paper, fibre board, or
vermiculite board you can make any shape of melt that you can cut out of these
materials. If you don’t have refractory
board, you can make your former out of layers of 3mm fibre paper. It is possible to make a template for cutting
of the multiple layers. Cut your shape
from the required number of layers of fibre to be as thick as your pot melt
will become, according to your calculations.
Pin these layers together with stainless steel pins to be sure they do
not move or float with the glass. If you
like, you can weight the layers of fibre paper with kiln furniture.
If you have refractory board – fibre or
vermiculite – you can cut the required shape from them. If you do not harden the fibre board, you do
not need any further separator. But you
can line the shape with a thin fibre paper to ease the release and refine the edge. Vermiculite always needs a separator, as it
sticks to glass. You should line the
vermiculite board to get an easy release from the glass.
Using refractory materials releases you
from the restrictions of commercially available forms and allows your
imagination to take over. It may not be
cheaper than the bought ones, but will have the greater feeling of
achievement. In addition, you can
develop all sorts of forms and depths not thought of by the commercial
suppliers.